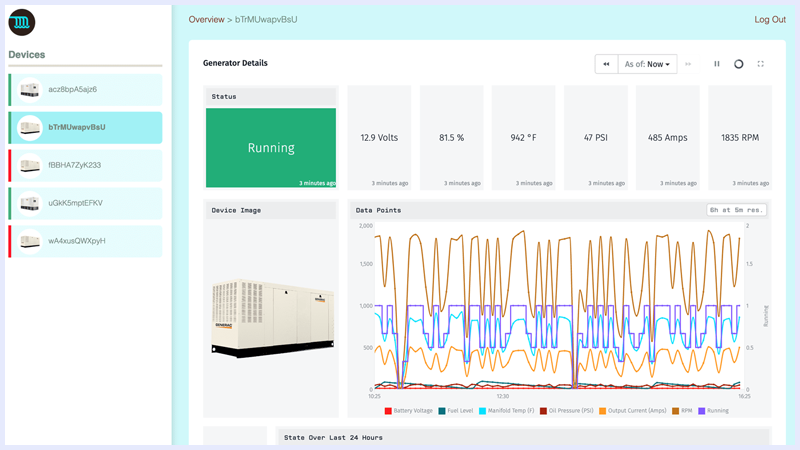
Learn how to take full advantage of the Industrial internet of things (IIoT) to outperform competitors by accessing data in agriculture, mining, oil and gas, construction, logistics, and manufacturing industries to activate new capabilities. Accelerate production on job sites, preserve resources in the field, optimize inventory management, or offer new services to your customers. Use Losant’s Enterprise IoT Platform to collect, visualize, and analyze real-time and historical data.