
If you represent an OEM looking for a way to upgrade your equipment and improve your customers’ experience, consider implementing and offering monitoring capabilities. By building this functionality into new and existing equipment you gain significant benefits and will be able to pass some of those benefits on to your customers.
- Gain the ability to pinpoint maintenance or quality issues for your customers.
- Improve future models of your equipment by tapping into the data that new and existing machines produce.
- Introduce new subscription-based service solutions backed by data.
Until recently, implementing equipment monitoring has proven to be a difficult process, but the solution can be constructed by combining the right set of tools with IoT and an application enablement platform.
Industrial Equipment Monitoring Benefits for Manufacturers
The purpose of achieving real-time monitoring of assets is to collect, visualize and analyze data from new and existing machines. Access to machine data can unlock new opportunities for OEMs, and the potential for new revenue streams. For instance, if a manufacturer can correlate the number of hours an engine ran with specific component failures, this information can lead to the development of more accurate warranties, more precise troubleshooting ability, maintenance contracts (proactively shipping inventory when a customer’s machine data makes it clear that a machine will soon need certain parts), and the introduction of new subscription-based service offerings, i.e. condition-based maintenance, for customers. In addition, when a manufacturer has information about how machines are performing in the field, future iterations can be improved and new models can be built backed by data. Some of our customers are already benefiting from industrial equipment monitoring.

Industrial Monitoring Benefits for OEM Customers
Customers who own or are interested in purchasing equipment that offers a remote monitoring capability or opportunity can receive a host of benefits not currently available as well. To date, there are few methods that allow users to see the condition of machine components. HMIs and SCADA only tell whether or not a machine is on or off, but can rarely point back to stored data to identify problems.
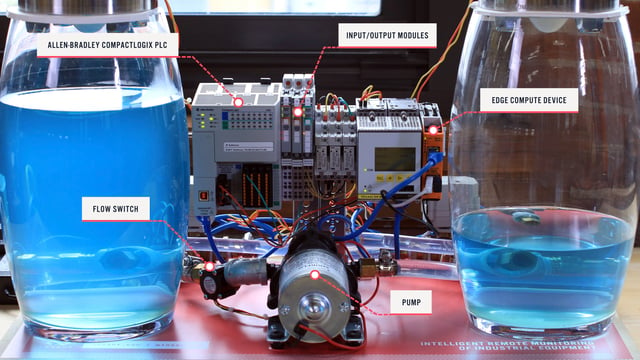
An equipment monitoring solution built with IoT, whether on-premises or in the cloud, gives controls engineers the opportunity to monitor machine conditions in real-time. By connecting a machine’s PLC to an edge computing device, also known as an edge gateway, engineers can collect vibration data, temperature data, RPM data, machine state data, and alarm or warning information from multiple components. This is valuable because it can help a team improve operations by being able to pinpoint issues and potentially prevent failures.

Upgrade Your Products With IoT
As mentioned and demonstrated, it is possible to build an industrial equipment monitoring solution for new and existing equipment. Read more about the benefits of real-time monitoring or speak to one of our experts about how to build an equipment monitoring solution into your products and extend the benefits to your customers.